









数控机床液压系统常见故障及排除方法
发布时间:2024-06-01 分类:行业资讯 浏览量:2597
摘要:
数控机床液压系统常见故障及排除方法:(1)进油口滤油器堵塞。排除方法:更换滤油器。排除方法:更换滤油器。(3)工作压力和流量超过规定值。(3)工作压力和流量超过规定值。排除方法:检查背压,应低于规定值16MPa。
文章目录[隐藏]
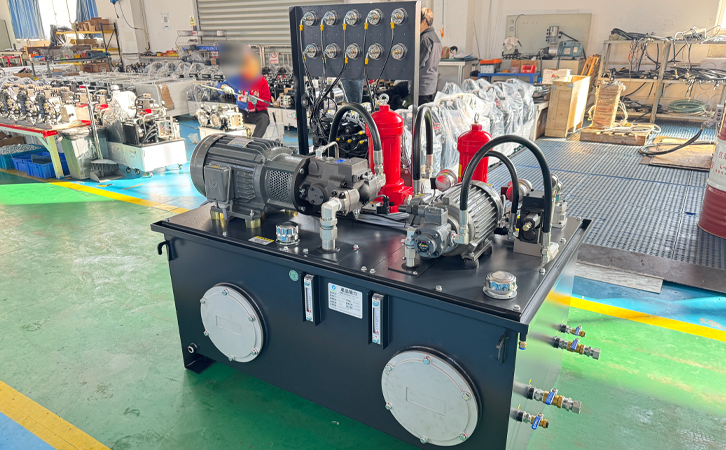
数控机床的各种辅助动作主要由液压系统完成。液压系统是一种机电液系统,一般由液压泵、阀站和辅助支撑部分组成,因此液压系统的故障性质涉及机械、电气、油等类型。钛机械是机床顶针、手柄刀杆、轴加工、数控数控加工、主轴螺杆、夹杆、非标准件加工为公司主要产品,液压系统常见故障为异常噪声、爬行、液压冲击、压力建立或不高、负荷工作速度或不运动、工作周期不能正确实现等,造成这些故障的主要原因是液压元件老化、液压油污染等原因。
数控机床液压系统常见故障及排除方法:
一、液压泵。
1、工作时噪音大或压力波动。
(1)进油口滤油器堵塞。排除方法:更换滤油器。
(2)泵体与泵盖纸垫磨损产生冲击。排除方法:在泵体与泵盖之间加一个纸垫,使泵体与泵盖的平直度不超过0.005mm。
(3)泵体与泵盖密封不良,旋转时吸入空气。排除方法:拧紧泵体与泵盖连接螺钉,无泄漏。
(4)齿轮啮合精度降低。排除方法:更换齿轮。

2、输油量不足。
(1)轴向间隙或径向间隙过大。排除方法:修磨或更换零件。
(2)油粘度高或油温过高。排除方法:选择合适的工作油,安装冷却装置。
(3)滤油器堵塞。排除方法:更换滤油器。钛浩机械以机床顶针、刀柄刀杆、轴加工、数控加工、主轴丝杠、夹头接杆、非标件加工为公司主要产品。
3、油泵运行异常或有咬伤现象。
(1)油泵轴向间隙和径向间隙过小。排除方法:调整轴向、径向间隙。
(2)盖板与轴的同心度不好。排除方法:更换盖板,使其与轴同心。
(3)压力阀故障。排除方法:压力阀弹簧变形,阀体小孔堵塞。更换弹簧,清洁阀体孔或更换压力阀。
二、减压阀。
1、工作压力不够。
(1)溢流阀调节压力低。排除方法:调整溢流阀压力。
(2)溢流阀滑阀卡住。排除方法:清洗溢流阀并重新组装。
2、工作流量不足。
(1)系统供油不足。排除方法:油箱油量不足。
(2)阀内泄漏量大。排除方法:滑阀与阀体配合间隙过大,更换新产品。
3、外部泄漏。
(1)O形圈损坏。排除方法:更换O形圈。
(2)油口安装法兰表面密封不良。排除方法:检查相应部位的紧固和密封情况。
(3)各结合面紧固螺钉、调压螺钉螺帽松动。排除方法:紧固相应部件。
三、换向阀。
1、滑阀动作不灵活。
(1)滑阀被拉坏。排除方法:清洗或修复滑阀与阀孔之间的毛刺,拉坏表面。
(2)滑阀变形。排除方法:调整安装螺钉的压力,安装扭矩不得大于规定值。
(3)复位弹簧断裂。排除方法:更换弹簧。
2、电磁阀线圈烧损。
(1)线圈绝缘不良。排除方法:更换电磁铁。
(2)电压低。排除方法:将电压保持在额定电压值。
(3)工作压力和流量超过规定值。排除方法:调整工作压力或使用性能较高的阀门。
(4)回油压力过高。排除方法:检查背压,应低于规定值1.6MPa。
四、液压缸。
1、外部漏油。
(1)活塞杆碰伤拉毛。排除方法:修磨或更换新零件。
(2)活塞密封件磨损。排除方法:更换新密封件。
(3)液压缸安装不良。排除方法:调整安装位置。
2、活塞杆爬行。
(1)液压缸进入空气。排除方法:松开接头,排出空气。
(2)活塞杆全长或局部弯曲。排除方法:活塞杆全长校正使直线度。
(3)气缸内拉伤。排除方法:磨削气缸内表面,严重时更换气缸。













