







数控机床液压系统安装调试常见问题
发布时间:2024-06-03 分类:行业资讯 浏览量:11362
摘要:
文中论述数控机床机械零部件、液压传动系统、气动控制阀、数控机床安装调试注意事项及数控机床机电工程联动和安装自然环境常见问题,对从事数控机床安装、调试与维护的专业人员有一定的参考作用。一、数控机床机械零部件的安装调试常见问题
文章目录[隐藏]
文中论述数控机床机械零部件、液压传动系统、气动控制阀、数控机床安装调试注意事项及数控机床机电工程联动和安装自然环境常见问题,对从事数控机床安装、调试与维护的专业人员有一定的参考作用。

数控机床安装调试质量的优劣直接关系数控机床均值无故障工作时间,较佳的安装调试品质可以减少数控机床使用过程中的常见故障关机时间和维修费用。
一、数控机床机械零部件的安装调试常见问题
1、主轴轴承安装调试常见问题
(1)单独轴承安装调试
装配时尽量使主轴准确定位里孔与主轴轴颈的轴力量与轴承内圈与导辊的偏轴量贴近,并使之相反的方向,这样可使安装之后的轴力量减少。
(2)2个轴承安装调试
两作为支撑主轴滚动轴承安装时,应以前、后两支撑轴承的偏轴量方位同样,并适当选择偏心率大小。前轴承精度应该比后轴承精度高一个等级,以便安装后主轴构件的前面定位表层的轴力量少。在维修机床拆装主轴滚动轴承时,因原生产商已调整一下轴承轴力部位,所以要在拆装前做好圆上位置和方向标记,保障重新装配后滚动轴承与主轴原位置关系不会改变,尽可能减少主轴零部件的危害。
过渡配合的轴承装配时需采用热装或冷装工艺方法开展安装,不必蛮干敲砸,以免在安装环节中毁坏滚动轴承,危害机床特性。
2、滚珠丝杆螺母副的安装调试常见问题
滚珠丝杆螺母副承担径向负载。轴向力、弯距会让滚珠丝杠造成额外表层接触压力等种种负载,进而可能导致滚珠丝杠的毁坏。因而,滚珠丝杆螺母副安装到机床时,需要注意:
(1)钢珠螺母需在有效行程内健身运动,要在行程安排两边配备定位,防止螺母越程摆脱滚珠丝杠轴,进而钢珠掉下来。
(2)因为滚珠丝杆螺母副机械效率高,不可以锁紧,在用以竖直方向传动系统时,如构件净重没加均衡,需要避免传动系统终止或电动机跳停后,因构件自身重量而引起的逆传动系统,避免逆传动系统方式可以用:蜗轮蜗杆传动、智能制动系统等。
(3)滚珠丝杠的中心线务必及与之配套设施导轨的线平行面,机床两边带座轴承的中心和螺母座核心务必三点成一线。
(4)滚珠丝杆螺母副安装到机床时,不要把螺母从滚珠丝杠轴上拆下来。如须拆下来时,需要使用协助套,不然装卸搬运时钢珠有可能会掉下来。
(5)螺母装进螺母座安装孔时,一定要避免碰撞和轴力。
(6)为避免切削进到,损坏滚珠丝杆螺母副,可加装安全装置如皱褶防护罩、螺旋钢带保护套等,将滚珠丝杠轴保护起来。此外,尘土许久可以从滚珠丝杠螺母两边提升防尘圈。

3、平行线线性导轨安装调试常见问题
(1)安装时小心轻放,防止磕磕碰碰危害导轨的平行线精度。
(2)不可以将滚轮拆离滑轨甚至超过行程安排又推上去。如果因安装艰难,拆下降块时,应使用正确引导轨。
(3)平行线线性导轨成双使用中,分主、副滑轨副,先安装主滑轨副,设定导轨的标准侧边与安装阶梯的标准侧边密切相贴,拧紧安装地脚螺栓,然后以主滑轨副为依据,水平度安装副滑轨副。找恰好是指二根滑轨副的平面度、平整度。先后扭紧滚轮的紧固螺丝。
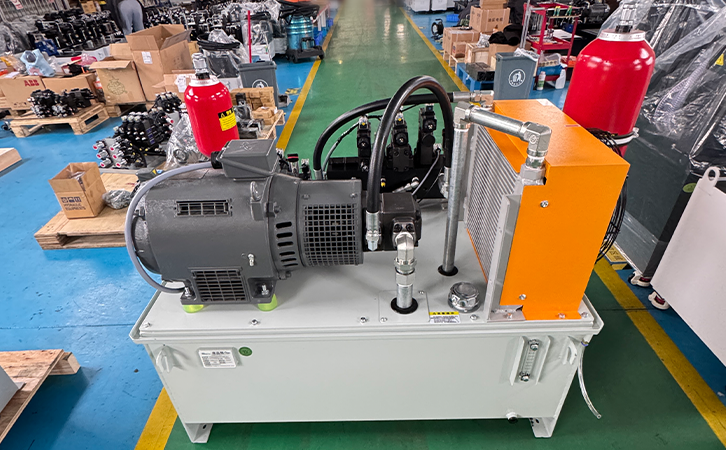
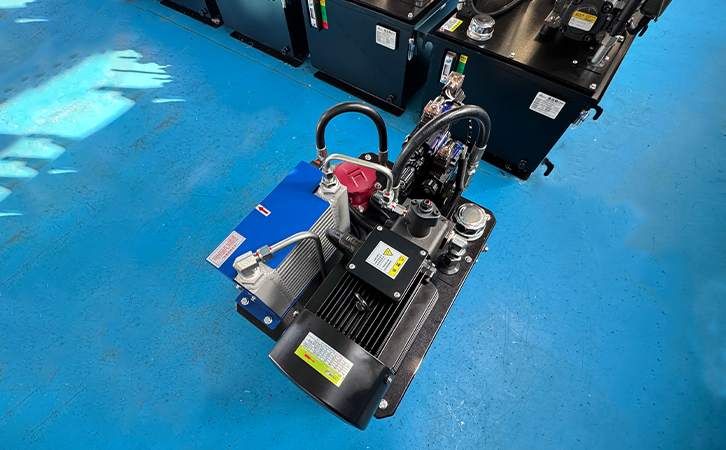
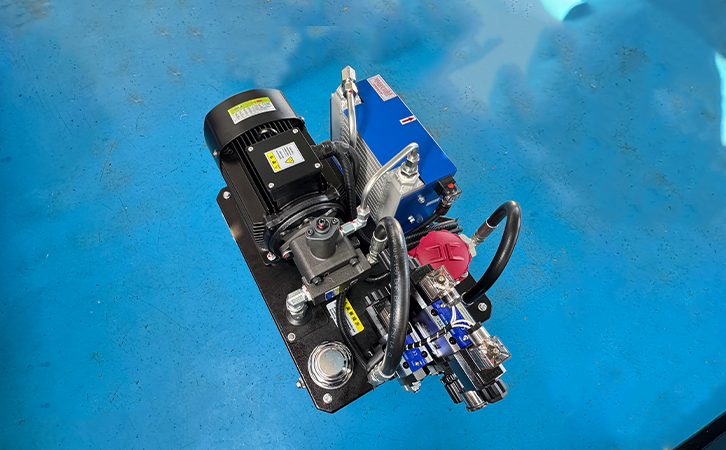
二、数控机床液压系统安装调试常见问题
液压传动系统因其传动系统稳定,方便完成经常稳定的换相及其会获得比较大的力和力矩,在很大范围之内能够实现无级变速,在数控机床的主轴内数控刀片全自动夹持与松掉、主轴调速、对刀机械臂、操作台互换、操作台测量范围等组织中得到了广泛应用。
液压传动系统安装调试时要注意:
1、在液压件安装前,需要对所有元器件进行清洁。
2、在液压件安装的状况下需要注意清洁,避免异物进入液压传动系统,导致液压机系统异常。
3、汽油泵出入油孔管道切忌插错,泵、缸、阀等器件的液压密封件要准确安装。
4、液压传动系统管道联接完成后,一定要做好各管道的到位固定不动,管路中不能有死弯。
5、给油前,系统运行务必清理干净,齿轮油需过滤后才可以添加机油箱。留意新老油不能混合使用,由于旧机油中含有丰富的悬浮颗粒、水份、胶原纤维等杂物。
6、调试过程中需要观查系统内泵、缸、阀等元器件工作中有没有问题,有无渗漏,汽压、温度、油量是不是在规定值范围之内。
三、数控机床气动控制阀的安装调试常见问题
气动装置的气动阀门容易获得,机床能够不用再独立派送动力装置,设备结构紧凑,介质不污染环境,工作中速度更快,姿势频率快,适用于频繁启动辅助工作中。他在负载的时候也很安全,不易发生负载毁坏零件等事件。在数控机床的主轴内数控刀片全自动夹持与松掉、主轴锥孔切削的清理、数控刀卸刀、机床防火门的控制开关、交换工作台全自动吹屑清除精基准面等公司中得到了广泛应用。
气动控制阀安装调试时要注意:
1、安装前应对元器件进行清洁,必要时要开展密封试验。
2、各种油路板里的箭头指示或标识,符合气旋流动方向。
3、动密封环不要放太紧,特别是U形橡胶密封圈,不然摩擦阻力很大。
4、挪动缸的轴线与载荷相互作用力的轴线要同舟,不然造成横向力,使液压密封件加快损坏,液压缸弯折。
5、输出压力需要调整适度,一般为0.6MPa。
6、气动三联件应运行正常。
四、数控机床数控机床的安装调试常见问题
数控机床通信电缆连接包含数控装置与MDI/CRT模块、电气控制柜、机床操作面板、主轴伺服电机模块、走刀伺服电机模块、检测系统控制信号线连接等,这种联接要符合任意给予连接指南的相关规定。
数控机床安装调试时要注意:
1、数控机床接地线连接十分重要,较好的接地装置不但对系统和人身的安全性十分重要,与此同时可以减少电气设备影响,确保机床的正常使用。接地线一般都采用辐射型接地装置法,即数控机床电气控制柜里的信号地、架构地、机床地等传送到公共性接地点上,公共性接地点再和地面相接。数控机床电气控制柜与强电控柜间的接地电缆要够粗。
2、在机床插电前,依据电路原理图、依照各模块的线路连接,先后检查电池及各器件的联接。对变压器次级;开关电源电路的布线;电磁阀、接触器的线圈和触点的布线位置等。
3、在关闭电源情况下进行如下所示检验:三相电源对地电阻测量、两色电阻的测量;单相电源对地电压电阻的测量;24V直流稳压电源的对地电阻,两方面电阻的测量。假如发现的问题,在没解决以前,禁止机床插电实验。
4、数控机床在插电前要应用相序表查验三相总闸外沿引进电源插头零线火线正确与否,还要将交流伺服电机与机械负荷松掉,否则一旦交流伺服电机电源插头零线火线插错,会有“飞驰”常见故障,易产生机械设备撞击毁坏机床。需在插上电源的前提下,搞好轻按急停开关的准备工作。
5、在电气设备查验未发现问题的前提下,先后按以下顺序排列插电检验:三线电源开关的接入,查验开关电源有没有问题,观查电流表,指示灯;先后接入各隔离开关,查验工作电压;查验开关电源电路(沟通交流220V转变成直流电24V)的入线及电压。假如发现的问题,在没解决以前,禁止进行下一步实验。
6、若正常的可以进行NC运行,观查数控机床的情况。一切正常后能键入机床控制参数、伺服控制系统主要参数,传到PLC程序流程。关掉机床,再将交流伺服电机与机械负荷联接,开展机械与电气设备联动。
五、数控机床的机电工程联动常见问题
在数控机床插电正常后,开展机械与电气设备联动时要注意:
1、先JOG方式下,开展各纵坐标正、反方向启动实际操作,待姿势正确无误,再去AUTO方式下试运转简单程序。
2、主轴和走刀轴试运转时,先要低速档后快速,然后进行正、反方向实验。
3、先按住限位过载保护器,认证其保护作用的稳定性,然后进行慢速度的限位实验,认证限位撞块安装的准确性。
4、待手动式姿势恰当后,再进行各轴返参实际操作。各轴返参前要反方向避开定位点一段距离,千万不要在定位点周边返参,以防找不着定位点。
5、开展选刀测试时,要调接刀号,观查对刀姿势是否正确,待正确无误之后再互换实枪。
6、自主编写一个产品工件数控程序,尽可能多的包括所有程序指令等辅助程序指令,偏移规格以机床较大行程安排为准。同步进行程序流程的提高、删掉和调整实际操作。运作该程序观查机床工作中有没有问题。
六、数控机床安装自然环境常见问题
1、工作中环境的要求
为了能保持稳定的数控机床尺寸精度,办公环境务必满足以下好多个标准:
(1)相对稳定的机床基本,做机床基本时一定要将根基表层地面找平刮平。若基本表层凹凸不平,机床调节的时候会提升不必要的损失。做机床基本与此同时预埋件好各种管道。
(2)适合的环境温度,一般为10~30℃。
(3)室内通风、洁净、无焊接烟尘和金属粉。
(4)适宜的湿度,不湿冷。
(5)电力网达到数控机床正常运转需要总容量的需求,电网波动范畴85~110%。
(6)较好的接地装置,接地线电阻低于4~7Ω。
(7)抗干扰性,避开强干扰信号如焊接机、大型吊车、普通高中频设施等。
(8)避开振源。高精数控机床打好基础时,需有抗震槽,抗震槽内一定要添充沙子或煤渣。
2、数控机床到位时常见问题
依照工艺布局图,选好机床在厂房内安装部位,再按照机床厂家提供的机床基础图和外形图,1:1比例进行现场实际施工放线工作中,在工厂地面上印出机床理论基础外观设计轮廊。查验机床与设配、过道、设备等有没有干预,同时要注意行车行程安排限值。如有干预需要将机床挪动然后重新施工放线,直到无干预才行。













